HEAT TREATMENT | HARDENING
Get the most out of your steels
Higher resistance to corrosion, friction, wear and material fatigue: The H-O-T team offers you the entire range of state-of-the-art thermal processes to accurately improve the properties you desire for your steel. With the optimal method for each case and proven expertise, we create solutions in our hardening shop that will impress you completely – including in terms of cost effectiveness and environmental friendliness.

H-O-T uses the environmentally friendly method of vacuum technology to harden medium to high-alloyed
steels. Vacuum hardening is a thermal process that achieves excellent results, especially with workpieces
that are prone to distortion. With precisely controllable parameters and a great deal of practical knowledge
accumulated over 50 years, we ensure high-quality results in mass production.
Areas of application
Automotive industry | Medical technology | Aerospace industry
Electrical industry | Textile industry | Mechanical engineering | Tool making
Material groups
Medium to high-alloyed steels
Stress-relief annealing
Stress-relief annealing is necessary when existing residual stresses have a detrimental influence on distortion behavior during hardening. Corrections of the resulting changes in shape and size are taken into consideration by adding a certain machining allowance. The temperature must be below the Ac1 transition temperature but should nevertheless be as close as possible to this temperature so that it is not necessary to maintain the temperature after heating. Heating and cooling must be carried out in such a way that no additional or new residual stresses can develop. In the case of cold-formed tools, the normalizing process is preferred, whereas in the case of stress-relief annealing, coarse grain formation might occur as a result of re-crystallization.
Soft annealing
In the soft annealing process, heat treatment takes place to achieve the lowest possible hardness with high malleability at the same time. By heating and maintaining the temperature in the range of the Ac1 transition temperature for several hours, hardening structure constituents and strain hardening are eliminated and the cementite fins of the pearlite take on a spheroid form (this is also referred to as annealing to achieve spheroidal carbides). In most cases the soft annealed condition is the most suitable form for machining and cold forming as well as hardening. Exceptions are steels with lower carbon contents that tend to “smear” when being turned or milled.
Structural heat treatment
Like stress-relief annealing, the purpose of structural heat treatment is to disperse stresses caused by machining the material; the process is normally carried out after rough machining. The treatment consists of hardening followed by soft annealing. As a result of the change in structure, reduced changes in shape and dimensions can be anticipated during subsequent heat treatment.
H-O-T hardening shop –
Special treatment processes upon customer request
- Partial tempering by induction
- Special batches for complex shapes
- Sub-zero cooling processes
- Special heat treatment for workpieces that are subsequently coated, eroded, photo-etched or are subject to further heat treatment such as nitriding
- Oxidation of tools in our vacuum furnaces


Strength, toughness, hardness, accurate carbon adjustment controls, reduction of oxidation on the edges. Inert gas hardening offers an exceptional range of possible applications. Computer-operated (bell-type furnace) systems, a precise combination of parameters – all processes are documented and are 100% reproducible.
Areas of application
Automotive industry | Medical technology | Aerospace industry
Electrical industry | Textile industry | Mechanical engineering | Tool making
Material groups
Unalloyed to medium-alloyed steels and thermochemical processes
Inert gas hardening heat treatments
Vertical and suspended batches up to 850mm in length (depending upon shape)
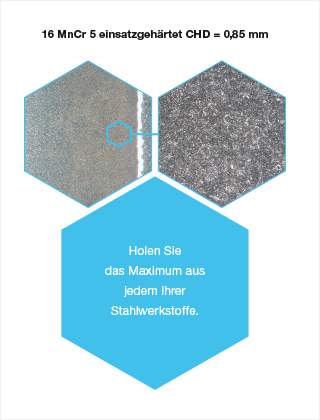
Case hardening
Case hardening consists of carburization, or carbonitriding with subsequent hardening – either directly afterwards or after an interim cooling and re-heating to achieve an adequate hardening temperature. Before hardening, the outer layer is enriched with carbon (carburization) or with carbon and nitrogen (carbonitriding). Compared to carburization, the additional nitrogen accumulation results in a higher temperability by changing the conversion behavior of the outer layer, and thus also resulting in a higher tempering stability after hardening. Depending upon the required characteristics or the requirements of the following process (e.g. grinding), after the hardening process the component is tempered or deep-frozen and then tempered. Case-hardening the outer layer of workpieces and steel tools (with C contents of 0.2 %) achieves a significant increase in the hardness of the outer layer and an enhancement of the mechanical properties of the workpiece/tool.

Advantages of inert gas hardening using the bell-type furnace
- Vertical and suspended batches up to 750mm in length
- Accurate carbon potential adjustment controls
- Reduction of oxidation on the edges
- Computer-operated processes
- Complete documentation of processes
All heat treatments at H-O-T are tailored to the application in question and to the contours of the workpiece.
