WÄRMEBEHANDLUNG | HÄRTEN
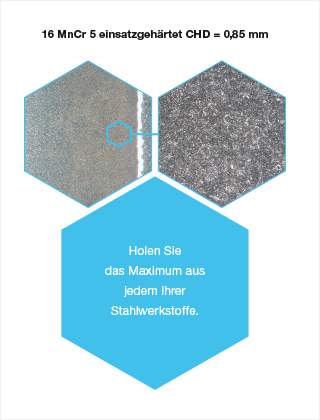
Holen Sie das Maximum aus jedem Ihrer Stahlwerkstoffe
Höhere Beständigkeit gegen Korrosion, Reibung, Verschleiß und Materialermüdung: Das H-O-T Team bietet Ihnen die gesamte Palette modernster thermischer Verfahren mit denen Sie die gewünschten Stahleigenschaften zielgenau verbessern. Mit der jeweils optimalen Methode und bewährtem Know-how schaffen wir in der Härterei Lösungen, die rundum überzeugen – auch in puncto Wirtschaftlichkeit und Umweltfreundlichkeit.
Gemeinsamer
Know-how-Vorsprung...
…durch jahrzehntelange Erfahrung und erfolgreiche Zusammenarbeit mit namhaften Stahlherstellern.

VAKUUMHÄRTEN
Mit dem umweltfreundlichen Verfahren der Vakuumtechnik werden bei H-O-T mittel- bis hochlegierte Stähle gehärtet. Es ist das thermische Verfahren, mit dem sich insbesondere bei verzugsempfindlichen Werkstücken ausgezeichnete Resultate erzielen lassen. Mit präzise kontrollierbaren Parametern und viel Praxiswissen aus 50 Jahren sorgen wir für hochwertige Ergebnisse in Serie.
Die Anwendungsbereiche
Automobilindustrie | Medizintechnik | Luft- und Raumfahrtindustrie
Elektroindustrie | Textilindustrie | Maschinenbau | Werkzeugbau
Die Werkstoffgruppen
Mittel- bis hochlegierte Stähle
Wärmebehandlungen im Bereich Vakuumhärten
Spannungsarmglühen
Wenn vorhandene Eigenspannungen das Verzugsverhalten beim Härten unzulässig beeinflussen, ist ein Spannungsarmglühen erforderlich. Eine Korrektur der dadurch eintretenden Maß- und Formänderungen ist durch eine entsprechende Bearbeitungszugabe zu berücksichtigen. Die Temperatur muss unterhalb der Umwandlungstemperatur Ac1 liegen, sie sollte dieser Temperatur aber möglichst nahe sein. Unter dieser Voraussetzung ist nach dem Erwärmen ein Halten nicht erforderlich. Das Erwärmen und Abkühlen ist so durchzuführen, dass keine zusätzlichen oder neuen Eigenspannungen entstehen können. Bei kaltverformten Werkzeugen ist ein Normalglühen vorzuziehen, während beim Spannungsarmglühen infolge Rekristallisation eine Grobkornbildung eintreten kann.
Vergüten
Härten mit nachfolgendem Anlassen meist oberhalb 550°C, um eine gewünschte Kombination mechanischer Eigenschaften zu erreichen. Insbesondere soll gegenüber dem gehärteten Zustand die Zähigkeit verbessert werden.
Härten
Das Härten soll dem Bauteil möglichst durch Martensitbildung eine hohe Härte verleihen. Es besteht aus den beiden Schritten Austenitisieren und Abkühlen mit zweckentsprechender Geschwindigkeit.
Auslagerungshärten
Verfahren zur Erhöhung der Festigkeit durch die Bildung von Ausscheidungen. Dieses Verfahren besteht aus den Teilprozessen Lösungsbehandeln und Auslagern.
Anlassen
Ein- oder mehrmaliges Erwärmen eines gehärteten Werkstückes auf vorgegebene Temperatur (<Ac1), halten auf dieser Temperatur und anschließendes, zweckentsprechendes Abkühlen.
Weichglühen
Weichglühen ist eine Wärmebehandlung zum Erreichen einer möglichst geringen Härte bei gleichzeitig hoher Verformbarkeit. Durch Erwärmen und mehrstündigem Halten im Bereich der Ac1-Umwandlung werden Härtungsgefügeanteile und Kaltverfestigung beseitigt und die Zementitlamellen des Perlits nehmen eine kugelige Form an (man spricht auch vom Glühen auf kugelige Karbide). Der weichgeglühte Zustand ist in den meisten Fällen am zweckmäßigsten zum Zerspanen und Kaltumformen sowie für das Härten. Ausgenommen sind Stähle mit niedrigem C-Gehalt, die beim Drehen oder Fräsen zum „Schmieren“ neigen.
Normalisieren
Wärmebehandlung, bestehend aus Austenitisieren und anschließendem Abkühlen an ruhender Luft.
Strukturberhandlung
Die Strukturbehandlung dient ähnlich dem Spannungsarmglühen dem Zweck, Bearbeitungsspannungen abzubauen und erfolgt i.d.R. nach der Grobzerspanung. Die Behandlung besteht aus einem Härten und anschließendem Weichglühen. Durch die eintretende Gefügeumwandlung ist bei der anschließenden Wärmebehandlung mit geringeren Form- und Maßänderungen zu rechnen.
Dampfanlassen
Beim Dampfanlassen wird auf die Oberfläche der Werkzeuge eine dunkelblaugrau-schwarze Oxidschicht (Magnetit) aufgebracht. Neben dem optischen Effekt wird durch das Dampfanlassen die Korrosionsbeständigkeit verbessert und der Reibkoeffizient minimiert.
Tiefkühlen
Verfahren zum Erreichen von Maßstabilität von wärmebehandelten Teilen durch ein nach der Wärmebehandlung durchgeführtes Tiefkühlen. Dient zum Umwandeln noch vorhandenen Restaustenits bzw. zur Gefügestabilisierung.
H-O-T Härterei –
Sonderbehandlungen auf Kundenwunsch
- Partielles Anlassen mittels Induktion
- Sonderchargierungen für komplizierte Geometrien
- Tiefkühlprozesse
- Spezialwärmebehandlung für Werkstücke, die anschließend beschichtet, erodiert, photogeätzt oder einer weiteren Wärmebehandlung wie z. B. dem Nitrieren unterzogen werden
- Oxidieren von Werkzeugen in unseren Vakuum-Anlassöfen

SCHUTZGASHÄRTEN

Festigkeit, Zähigkeit, Härte, genaueste Kohlenstoffregelung, Reduzierung der Randoxidation. Schutzgashärten bietet ein außergewöhnliches Spektrum an Anwendungsmöglichkeiten. Computergesteuerte (Glockenofen) Anlagen. präzise Kombination der Parameter – jedes Verfahren wird dokumentiert und ist 100% reproduzierbar.
Die Anwendungsbereiche
Automobilindustrie | Medizintechnik | Luft- und Raumfahrtindustrie
Elektroindustrie | Textilindustrie | Maschinenbau | Werkzeugbau
Werkstoffgruppen
Un- bis mittellegierte Stähle und thermochemische Prozesse
Wärmebehandlungen im Bereich Schutzgashärten
stehende und hängende Chargierung bis 850 mm Länge (abhängig von der Geometrie)
Spannungsarmglühen
Unter Spannungsarmglühen versteht man ein Glühen bei Temperaturen unterhalb der Umwandlungstemperatur Ac1 mit anschließender langsamen Abkühlung zum Abbau innerer Spannungen (Eigenspannungen).
Härten
Das Härten soll dem Bauteil möglichst durch Martensitbildung eine hohe Härte verleihen. Es besteht aus den beiden Schritten Austenitisieren und Abkühlen mit zweckentsprechender Geschwindigkeit.
Vergüten
Härten mit nachfolgendem Anlassen meist oberhalb 550°C, um eine gewünschte Kombination mechanischer Eigenschaften zu erreichen. Insbesondere soll gegenüber dem gehärteten Zustand die Zähigkeit verbessert werden.
Aufkohlen
Thermochemisches Behandeln eines Werkstückes im austenitischen Zustand zum Anreichern der Randschicht mit Kohlenstoff, der dann im Austenit in fester Lösung vorliegt.
Einsatzhärten
Das Einsatzhärten besteht aus Aufkohlen oder Carbonitrieren mit nachfolgendem Härten entweder unmittelbar anschließend daran oder nach einem Zwischenkühlen und Wiedererwärmen auf eine zweckentsprechende Härtetemperatur. Hierzu wird die Randschicht vor dem Härten mit Kohlenstoff (Aufkohlen) oder Kohlenstoff und Stickstoff (Carbonitrieren) angereichert. Die zusätzliche Stickstoffanreicherung bewirkt gegenüber dem Aufkohlen durch Veränderung des Umwandlungsverhaltens in der Randschicht eine höhere Härtbarkeit und nach dem Härten eine höhere Anlassbeständigkeit. Je nach den geforderten Gebrauchseigenschaften bzw. den Erfordernissen der nachfolgenden Bearbeitung (z.B. Schleifen) wird nach dem Härten noch angelassen oder tiefgekühlt und angelassen. Das Einsatzhärten dient dazu, der Randschicht von Werkstücken und Werkzeugen aus Stahl (mit C-Gehalten von = 0,2%) eine wesentlich höhere Härte und dem Werkstück/Werkzeug bessere mechanische Eigenschaften zu verleihen.
Carbonitrieren
Prozess ähnlich dem Einsatzhärten. Neben Kohlenstoff wird beim Carbonitrieren die Oberfläche zusätzlich mit Stickstoff angereichert.
Tiefkühlen
Verfahren zum Erreichen von Maßstabilität von wärmebehandelten Teilen durch ein nach der Wärmebehandlung durchgeführtes Tiefkühlen. Dient zum Umwandeln noch vorhandenen Restaustenits bzw. zur Gefügestabilisierung.

Vorteile der Schutzgashärtetechnik in der Glockenofenanlage
- Stehende und hängende Chargierungen bis 750 mm Länge
- Genaueste Kohlenstoffpegelregelung
- Reduzierung der Randoxidation
- Computergesteuerte Prozesse
- Vollständige Prozessdokumentation
Alle Wärmebehandlungen werden bei H-O-T auf den Einzelfall und die Konturen des Werkstücks abgestimmt.

Sprechen Sie mit uns.
Wir beraten Sie gerne.
T: +49 (0)911 36014-1042
hot-nuernberg@hot-online.de
Sie wünschen einen Rückruf direkt von unserem Vertrieb?
Füllen Sie kurz das Formular aus, wir rufen Sie gerne zurück.